










-

浇注机浇注重量不稳怎么办
浇注机浇注重量不稳的问题可以通过选择适合的浇注机来解决。每种造型线和铸件都有其对浇注的具体要求,而每种浇注机也有其适用范围和局限性。关键在于用户需要根据自己的具体要求,选择最适合的浇注机。例如,如果浇注机的假设和前提经常不成立,如氧化渣挡住浇嘴导致浇注速度大大减少,采用时间控制浇注机或教学式浇注机可能会导致在结束浇注的时间到达时自动停止浇注,但实际上尚未完成浇注,造成废品。而采用重量控制的浇注机则可能出现造型线已经开始移动,但浇注机却继续浇注的情况,即使浇注机与造型线采用连锁控制,也会大大降低生产效率和浇注质量
넶0 2024-08-16 -
如何修复冷硬铸铁表面铸造缺陷
由于各种原因,铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若要更换新的,用铸铁成品件都经过各种机械加工,价格往往较贵。特别是一些重 型铸铁成品件,如锻造设备的铸铁机座一旦使用不当而出现裂纹,就得停止生产,若要更换新的锻造设备,不仅价格昂贵,且从订货、运货到安装调试往往需要很长 时间,所要很长时间处于停产状态。这方面的损失是巨大的。若能用焊接方法及时修复出现的裂纹。
넶0 2024-08-16 -
我国铸造模具现状与发展前景
这几年,各模具厂普遍加大设备投入,提升技术水平和制模能力,模具的质量有了转大的提高。总体来说,中、小型模具的制作完全可以满足国内的需求,大型、复 杂、精密的铸造模具依赖进口的状况较大地得到改善;中、低档模具供大于求,大型且要求高的铸造模进口不少;出口的铸造模量年年递增;国内商品化模具总量已 经超过一半,自产自用的模具已不再占主导地位。众所周知,铸造件应用的范围很广,几乎涉及到所有工业领域,其中汽车零件的铸造件以其数量之大、品种之多、要求之严、品质之高以及有色金属材料用量之大名列首位,在整个铸造产业中占大的份额。当前,正值我国汽车工业进入高速增长期
넶0 2024-08-16
-
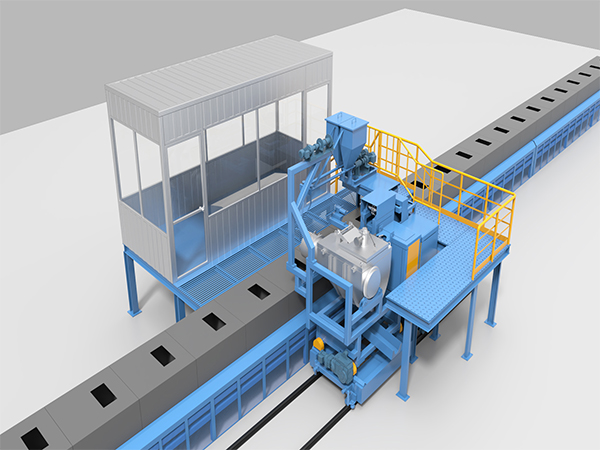
水平分型有箱造型线如何选用浇注机?
水平分型有箱造型线的一般分为国产简单机械化造型线或进口自动造型线。国产简单机械化造型线的最大特点是:一般造型速度较慢,在每小时几十型,砂箱尺寸也不太大。这种造型线一般采用手工浇注或者机械化浇注机(例如茶壶包浇注机或扇形浇注机)就足够满足需要,这里我们就不再讨论。进口自动造型线或者某些国产气冲线的最大特点是:造型线速度较高,机构极为复杂,辅机较多,常常下芯任务繁重,造型线经常因为种种原因短时间停产。这种情况比较复杂,下面我们就根据不同的情况来简要分析一下
넶0 2024-08-16 -
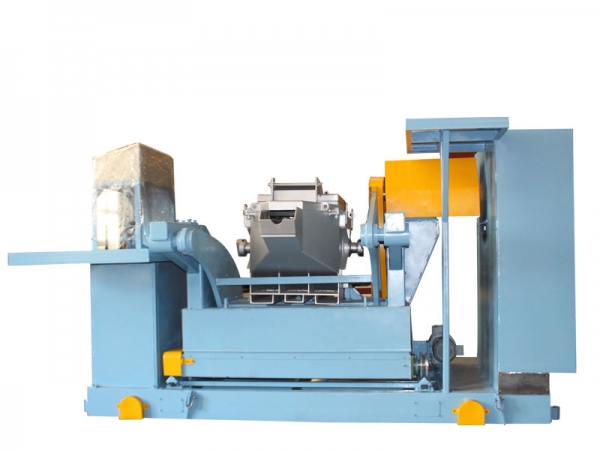
浇注机常见问题和解决办法?
关于温度损失问题,许多用户为了提高保温效果,一味加厚炉衬,可惜效果不佳。康英斯浇注机解决这个问题的方法是:首先优化结构设计,将包盖分为半固定包盖和活动包盖,尽量减少活动包盖面积,减少活动包盖的热量损失。而半固定包盖由于平时不必打开,只有当维修时才需要打开,可以做得厚重一些,保温效果好一些。其次是炉衬分为两层,内层是耐火材料层,外层是绝热层,绝热层虽然不厚,但是保温效果非常好。一般采用这种结构的康英斯浇注机,可以将温度损失控制在每分钟2℃以内。
关于底注式浇注机常常滴漏的问题实际上非常简单,浇注机的塞杆除了塞紧以外,还会旋转一下拧紧,这样可以大大减少滴漏现象。如果客户要求还要高,那么可以采用独特的浇嘴,其滴漏非常非常少,几乎可以忽略。扇形浇注机实际上是一种茶壶包的变形,是在40-50年前使用的一种设备。它采用从液面进行浇注。茶壶包和扇形报浇注机,是在几十年前,为机械化造型线开发的浇注机,一般来说,也只适用于慢速的机械化造型线。特别是用于水平有箱机械化造型线,可以大大减轻劳动强度,改善劳动条件。넶0 2024-08-16 -
浇注机流量如何控制准确
浇注机流量控制的总体方法是通过控制熔炉的倾转角度和角速度,维持流出熔炉的熔体流量基本恒定。这需要建立系统输入和输出之间的关系,并通过反馈控制系统进行调整。倾转式浇注机的控制原理是通过控制熔炉的倾转角度θ和角速度ω,维持流出熔炉的熔体流量q基本恒定。倾转式浇注机的结构设计较为成熟,通过减小转动时的力和减少出料熔体落点的位置变化,来稳定熔体的流动性。通过角速度和称重系统控制流量的具体技术包括:将电机的角速度转化为浇包的倾转,输出是浇包内铁水的流量。通过PID控制法设计反馈控制系统,结合角速度估计流量的方法,实现对流量的精确控制。补充控制手段包括液面控制和PID控制。液面控制通过实时监控浇口杯内液面高度,调节倾转机构以改变输出。PID控制器用于液面高度和流量的控制,确保浇注过程的精确和可靠。我国各种铸铁的年产量现约为800万吨
넶0 2024-08-16